Grading Stainless Steel Kitchen Product Quality
Grading stainless steel kitchen product quality is the systematic evaluation of alloy composition, food-contact compliance, material traceability, and fabrication standards to confirm a product is safe, durable, and fit for commercial or consumer kitchen use.
Grading stainless steel kitchen product quality is defined as the systematic evaluation of alloy composition, food-contact compliance, material traceability, and fabrication standards to confirm a product is safe, durable, and fit for commercial or consumer kitchen use. Manufacturers and buyers who skip this process risk sourcing material that looks identical to food-grade stainless steel but fails under real kitchen conditions. The two most critical variables are alloy grade (primarily 304 and 316) and compliance with frameworks like FDA food-contact rules and NSF/ANSI 51 certification. Get both right, and you have a product that performs reliably across its full service life.
Grading at a glance
304(18/8) is the best all-around food-contact grade;316adds molybdenum for chloride resistance at+20–35%material cost;430is nickel-free, magnetic, for induction bases and budget items.- FDA and NSF/ANSI 51 apply to the finished product, not to raw stainless coil.
- Verify grade with a Material Test Certificate (MTC) — match the
heat numberto the physical label. - Hygienic food-contact surface roughness threshold:
Ra ≤ 0.8 μm(2B, BA, electropolished all qualify). - After welding or machining, restore the passive layer by passivation per
ASTM A967(citric acid preferred for food grade). - Over-specifying 316 for mild kitchens adds cost with no durability gain — match grade to the use environment.
What are the major stainless steel grades used in kitchen products?
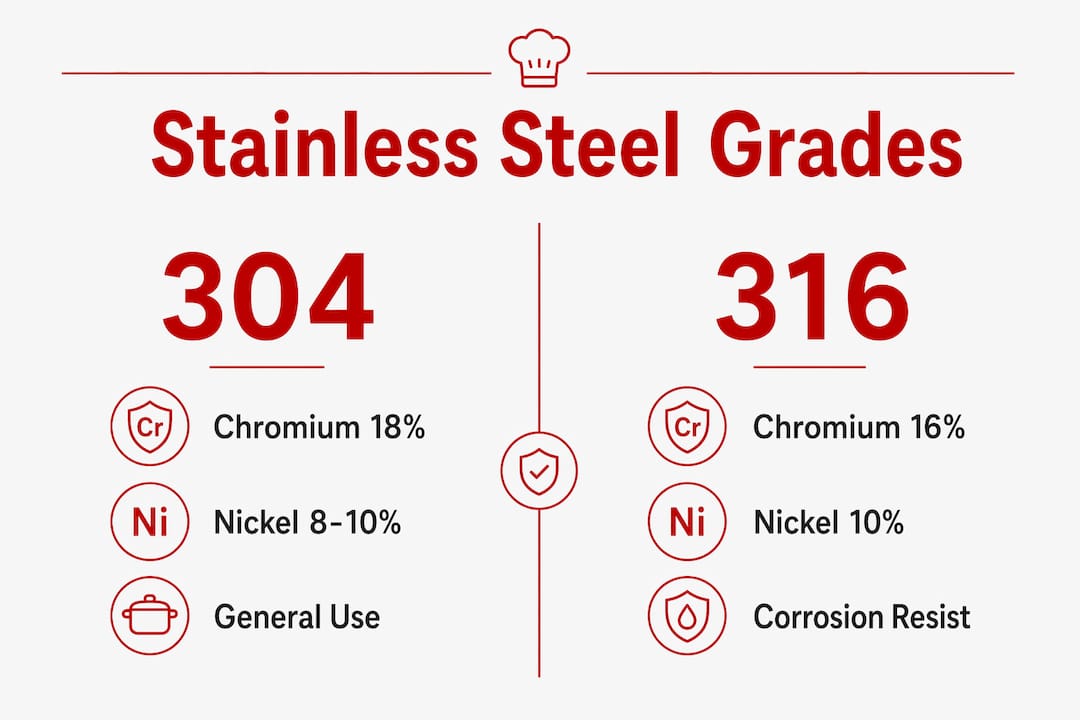
304 stainless steel is the best all-around grade for kitchen products, containing approximately 18% chromium and 8 to 10% nickel. This composition creates a stable chromium oxide passive layer that resists oxidation, acids, and most food-contact environments. You will see 304 labeled as 18/8 on cookware packaging, which refers directly to its chromium and nickel percentages.
316 stainless steel adds molybdenum (typically 2 to 3%) to the 304 base formula, which significantly increases resistance to chloride attack. This makes 316 the preferred choice for products exposed to salty brines, acidic marinades, or coastal storage environments. The trade-off is cost: upgrading to 316 adds 20 to 35% in material cost without meaningful benefit in mild kitchen conditions, so specifying it unnecessarily is a procurement error, not a quality upgrade.

430 stainless steel is a ferritic grade containing 16 to 18% chromium but no nickel. It costs less than 304 and is magnetic, which makes it suitable for induction-compatible cookware bases and budget kitchenware. Its corrosion resistance is lower than 304, so it should not be used for food-contact surfaces in high-moisture or acidic environments.
Grade comparison at a glance
| Grade | Chromium | Nickel | Molybdenum | Best application |
|---|---|---|---|---|
| 304 (18/8) | ~18% | 8–10% | None | General cookware, bowls, storage |
| 316 | ~16% | 10–14% | 2–3% | Salty, acidic, or marine environments |
| 430 | 16–18% | None | None | Induction bases, budget items |
Key distinctions between grades that matter most for kitchen product durability:
- Corrosion resistance: 316 outperforms 304 in chloride-heavy environments; 304 outperforms 430 in most food-contact uses.
- Magnetic behavior: 430 is always magnetic; 304 is weakly magnetic when cold-worked; 316 is generally non-magnetic.
- Weldability: 304 and 316 weld cleanly with proper technique; 430 requires more care to avoid brittleness.
- Cost efficiency: 304 delivers the best balance of performance and price for the majority of kitchen product applications.
Pro Tip: When a supplier labels a product “18/10,” that designation refers to 304 or a similar austenitic grade with slightly higher nickel content. It is a marketing label, not a separate ASTM grade. Always request the actual ASTM or EN grade designation on the Material Test Certificate.
How do FDA and NSF certification frameworks impact quality grading?
FDA and NSF certifications apply to finished food-contact equipment, not to raw stainless steel material alone. This is one of the most misunderstood points in stainless steel procurement. A coil of 304 sheet metal sitting in a warehouse is not “FDA approved” in any meaningful regulatory sense.
The FDA regulates which materials are permitted in food-contact applications under 21 CFR (Code of Federal Regulations). Stainless steel alloys that meet the relevant composition requirements are considered acceptable for food contact, but the burden is on the finished product manufacturer to demonstrate compliance. NSF/ANSI 51 goes further by certifying that a piece of finished equipment meets sanitation design standards, including cleanability, surface finish, and absence of crevices where bacteria can accumulate.
Distinguishing FDA from NSF prevents common compliance mistakes: NSF focuses on the sanitation design of entire equipment, while FDA focuses on allowed materials in food-contact use. A buyer who accepts a supplier’s claim that their steel is “NSF certified” without seeing the actual certificate for the finished product is accepting an unverifiable claim.
Practical compliance verification steps for buyers and manufacturers:
- Request the NSF/ANSI 51 certificate number and verify it on the NSF product and service listings database.
- Confirm that the certificate covers the specific product form (sheet, tube, casting) and the finished equipment category.
- Check that the supplier’s documentation references the correct ASTM standard for the grade and product form.
- Verify that the finished product’s surface finish meets food-contact requirements, not just the raw material.
Pro Tip: Never accept a supplier’s verbal claim that their stainless steel is “food grade.” Require written documentation that traces the material from the mill certificate through to the finished product’s compliance declaration. Verbal assurances have no standing in a regulatory audit.
In brief Grading stainless steel kitchen products means verifying alloy grade, food-contact compliance, traceability, and fabrication together. Use 304 (18/8) for most kitchenware and 316 only for salt or acid exposure; confirm the grade with a Material Test Certificate matched by heat number; and require a food-contact surface finish of Ra ≤ 0.8 μm with passivation per ASTM A967 after welding.
What documentation and testing should you review when grading kitchen products?
A Material Test Certificate (MTC), also called a Mill Test Report (MTR), is the primary document for verifying stainless steel quality. MTC verification requires matching the purchase order grade, product form, heat number, and chemical and mechanical specifications to confirm you received what you ordered. A mismatch between the MTC and the physical material is grounds for rejection.
The heat number is the most critical field on an MTC. It links a specific batch of steel to the furnace heat from which it was produced, enabling full traceability from the mill to the finished product. Batch verification best practice requires requesting MTRs that explicitly reference melting heat numbers and matching them to incoming material labels. Without this link, you cannot confirm the material’s actual composition.
Key elements to check on every MTC:
- Grade designation: Confirm it matches your purchase order (e.g., ASTM A240 Type 304).
- Heat number: Cross-reference with the physical label on the coil, sheet, or tube.
- Chemical analysis: Verify chromium, nickel, carbon, and molybdenum percentages fall within ASTM limits.
- Mechanical properties: Check tensile strength, yield strength, and elongation against the applicable standard.
- Surface finish designation: Confirm the finish code (2B, BA, No. 4, electropolished) matches your specification.
Beyond the MTC, food-grade 304 stainless steel requires strict controls on heavy metal migration, with certification covering lead, cadmium, and arsenic below regulated thresholds. This distinguishes food-grade material from industrial-grade material with identical alloy composition. A product destined for direct food contact needs migration test data, not just a composition certificate.
Pro Tip: Request that your supplier stamps or laser-etches the heat number directly onto finished components where possible. This makes field verification fast and eliminates the risk of mixed batches reaching your production line.
Surface finish roughness is a grading criterion that buyers frequently overlook. A surface roughness of Ra ≤ 0.8 μm is the accepted threshold for hygienic food-contact stainless steel. Finishes like 2B, BA, and electropolished all meet this standard. Rougher surfaces harbor bacteria in microscopic valleys that cleaning chemicals cannot reliably reach, which is a food safety failure regardless of alloy grade.
How do fabrication and surface finish affect stainless steel product grading?
Fabrication processes like welding and machining disrupt the chromium oxide passive layer that gives stainless steel its corrosion resistance. Heat from welding creates a heat-affected zone where chromium depletes at the surface, leaving the steel temporarily vulnerable to rust and pitting. This is not a defect in the base material. It is a predictable consequence of thermal processing that requires a corrective step.
Passivation is that corrective step. Citric acid passivation per ASTM A967 is the preferred method for food-grade stainless steel equipment because it removes free iron and surface contaminants without introducing harsh chemicals that could affect food safety. Nitric acid passivation is also specified under ASTM A967 but is less favored in food-contact manufacturing due to handling and disposal concerns. Either method, properly executed, restores the passive layer and returns the steel to its full corrosion resistance.
Fabrication quality indicators that belong in any grading assessment:
- Weld quality: Welds should be continuous, smooth, and free of porosity, undercut, or spatter. Crevices at weld joints are bacterial traps.
- Grinding and finishing: Post-weld grinding must restore surface roughness to the specified Ra value. Coarse grinding marks are a red flag.
- Passivation documentation: The fabricator should provide a passivation record referencing the method, chemical concentration, temperature, and duration.
- No coatings on food-contact surfaces: Paints, lacquers, or sealants on food-contact stainless steel surfaces indicate a non-compliant product.
Pro Tip: Ask fabricators for a water-break test result or a simple salt-spray test report as evidence that passivation was effective. These are low-cost tests that confirm the passive layer is intact before the product ships.
Cleanability, corrosion resistance, and documented fabrication quality combine to define stainless steel kitchen product quality grading. Even the best alloy fails if surface finish or weld quality is poor, compromising sanitation and durability. Alloy grade is the foundation, but fabrication quality is what determines whether that foundation holds.
What practical steps help manufacturers and buyers grade kitchen products effectively?
A structured grading checklist removes subjectivity from the assessment process and creates a defensible record for compliance audits. Follow these steps in order:
- Define the use environment first. Identify whether the product will contact salt, acid, or high-moisture conditions. This determines whether 304 or 316 is appropriate before any other evaluation begins.
- Verify the alloy grade via MTC. Confirm grade, heat number, and chemical composition against the purchase order and applicable ASTM standard.
- Check food-contact compliance documentation. Confirm FDA material acceptability and, where required, NSF/ANSI 51 certification for the finished equipment.
- Inspect surface finish. Confirm the Ra value meets ≤ 0.8 μm for food-contact surfaces and that the finish designation matches the specification.
- Review fabrication records. Confirm passivation was performed and documented, welds meet quality standards, and no non-compliant coatings are present.
- Assess total cost of ownership. Factor in corrosion-related maintenance, replacement frequency, and compliance risk when comparing grades.
Common pitfalls to avoid in stainless steel quality assessment:
| Pitfall | Consequence |
|---|---|
| Accepting “food grade” without documentation | No traceability; compliance audit failure |
| Over-specifying 316 for mild environments | 20 to 35% cost premium with no durability gain |
| Ignoring surface finish Ra values | Bacterial adhesion risk; sanitation failures |
| Skipping passivation verification | Premature corrosion at welds and machined areas |
| Misreading 18/10 as a certified grade | No ASTM backing; grade composition unverified |
Key takeaways
Grading stainless steel kitchen product quality requires evaluating alloy grade, food-contact compliance, MTC traceability, surface finish, and fabrication quality together, because no single factor alone guarantees a safe and durable product.
| Point | Details |
|---|---|
| Grade selection drives cost and performance | Choose 304 for most kitchen uses; reserve 316 for high-chloride or acidic environments. |
| FDA and NSF apply to finished products | Raw stainless steel is not independently certified; compliance must cover the finished equipment. |
| MTC heat number is non-negotiable | Match heat numbers on MTCs to physical material labels to confirm batch traceability. |
| Surface finish Ra ≤ 0.8 μm is the hygiene threshold | Finishes like 2B, BA, and electropolished meet food-contact cleanability standards. |
| Passivation restores the passive layer | Citric acid passivation per ASTM A967 is required after welding or machining for food-grade products. |
What I’ve learned from years of watching buyers get this wrong
Most grading failures I see are not about the alloy. They are about documentation gaps and misplaced trust in supplier claims. A buyer receives a shipment of mixing bowls labeled “304 stainless steel, food grade,” accepts the label at face value, and never requests the MTC. Six months later, rust spots appear at the weld seams, and the buyer assumes they received inferior steel. In most cases, the steel grade was correct. The passivation step was skipped, or the surface finish was too rough, and no one checked.
The second pattern I see constantly is grade over-specification driven by anxiety rather than analysis. A procurement team specifies 316 for a product line of stainless steel mixing bowls used in a standard commercial kitchen. The bowls will never see chloride concentrations that would challenge 304. The result is a 25 to 30% cost increase per unit that delivers no measurable durability benefit. Grading is not about specifying the most premium option. It is about matching the material to the actual use environment with documented evidence.
The third issue is treating certification as a one-time checkbox. NSF/ANSI 51 certification covers a specific product configuration. If a manufacturer changes the surface finish process, the weld procedure, or the material supplier, the original certification may no longer apply. Ongoing quality control, including periodic surface inspection and fabrication audits, is what keeps a product genuinely compliant over time, not just at the point of initial approval.
My advice: build your grading process around documentation first, physical inspection second, and alloy grade selection third. The grade matters, but it is the easiest variable to verify. Documentation and fabrication quality are where the real compliance risk lives.
— Jason
How UFamcooks supports compliant stainless steel kitchenware sourcing
UFamcooks manufactures stainless steel kitchenware using 304 and 316 grades with full MTC traceability and documented passivation processes built into every production run. Their factory-direct model means buyers receive complete documentation packages, including heat number records and surface finish certifications, without the gaps that appear when products pass through multiple intermediaries.
Buyers and brands sourcing compliant kitchenware products can review UFamcooks’ full range of food-contact stainless steel items, from storage containers to cookware, each produced under multi-stage quality control aligned with FDA food-contact material requirements. For buyers who need OEM or ODM production with specific grade and finish specifications, UFamcooks’ team provides documentation support from raw material selection through finished product delivery. Explore the certified food storage options as a starting point for compliance-focused procurement.
FAQ
What is the difference between 304 and 316 stainless steel for kitchen use?
304 stainless steel contains 18% chromium and 8 to 10% nickel and handles most kitchen environments effectively. 316 adds molybdenum for superior chloride resistance, making it the right choice only when products are regularly exposed to salt or acidic foods.
Does stainless steel need to be FDA approved to be food safe?
Stainless steel itself is not independently FDA approved as a raw material. The FDA evaluates food-contact compliance at the finished product level, based on alloy composition and intended use under 21 CFR guidelines.
What is a Material Test Certificate and why does it matter?
A Material Test Certificate (MTC) documents a steel batch’s grade, heat number, chemical composition, and mechanical properties. Matching the MTC heat number to the physical material is the only reliable way to confirm you received the correct grade.
Why does surface finish matter for food-contact stainless steel?
Surface roughness above Ra 0.8 μm creates microscopic valleys where bacteria accumulate and resist standard cleaning. Finishes like 2B, BA, and electropolished keep roughness below this threshold and are required for hygienic food-contact applications.
When is passivation required for stainless steel kitchen products?
Passivation is required after any welding, machining, or grinding operation that disrupts the chromium oxide passive layer. Citric acid passivation per ASTM A967 is the standard method for food-grade stainless steel equipment.
Recommended
- Products – Excellent Kitchenware Manufacturer & Supplier
- Stainless Steel Kitchen Cooling Rack – Excellent Kitchenware Manufacturer & Supplier
- Stainless Steel Baking Rack – Excellent Kitchenware Manufacturer & Supplier
Source graded, documented stainless steel
Send your grade and finish spec — get full MTC and compliance documentation.
UFamcooks is a direct factory in Jiangmen, Guangdong: 304 / 316 with heat-number MTC traceability, documented passivation, and food-contact surface finishes. Tell us your grade, finish, and target market.
Request a Quote